|
|
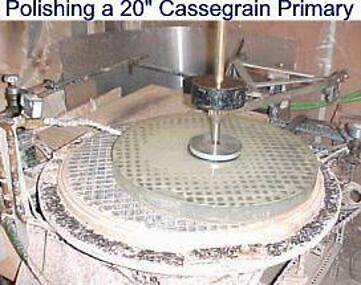
| Figuring: |
| The final adjustment to the curve of the mirror is known as “figuring”. It is slower machine polishing with smaller laps. Occasionally the final figure is done by hand.
Figuring is interspersed with frequent testing as the final curve is approached. |
|
|
| Testing: |
Testing takes place at intervals during the figuring process as the final figure is approached. We use several test methods depending on the size
of the mirror and the accuracy required. Testing is covered in more detail on the testing page. |
|
|
| Couting: |
Following the final test all our mirrors are coated with enhanced aluminium with a silica overcoat. This is done in a coating chamber. After coating,
the mirror is finished and ready for dispatch. |
|
|
| The finished result: |
| The standard product is manufactured to PV 1/4λ wavefront accuracy with yellow light, equivalent to PV 1/8λ surface accuracy. We can offer better accuracy such as 1/10λ wavefront (diffraction limited), if required. |
|
|
| See the Optical Standards page for a lot more details as to what this standard means. |
| Since the wavelength of light is about 0.00055mm or 0.000022". This is an incredibly small quantity and needs to be maintained even as the diameter of the mirror increases.So since we work to incredibly small fractions on the mirror surface, you might be surprised that the focal length of the finished mirror is not as accurate. For example; a 500mm F/4 should have a focal length of exactly 2000mm. In practice there is always some variance on this value of a few mm each side. Up to ±0.5% is a typical tolerance. The same tolerance applies for the focal length of Cassegrain systems. |
|
|
This is a reality of commercial manufacture. The mirror maker is concentrating on the final figure and is aiming for the perfect curve. As a side effect the focal length is not being as accurately controlled. This is well known by telescope makers and normally the telescope construction or the mirror cell have adjustments to cope with the small differences between mirrors.
While mirrors could be produced with the same surface accuracy and an accurate focal length it would push the cost up. It's cheaper to build adjustments into the telescope itself. |
|
|